
April 15, 2023
![]()
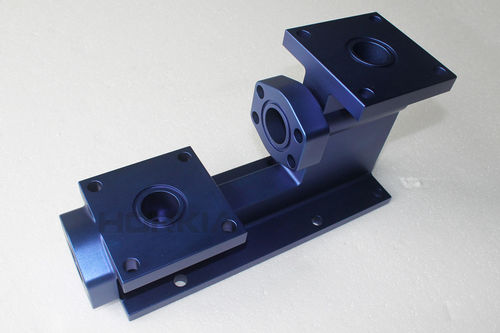
Обзор проекта:
Процесс производства: Подвергать механической обработке CNC
Материал: Алюминиевое 6061-T6
Размеры части: 390,00 × × 213,00 130,00 mm
Поверхностная отделка: Зашкурить, продевающ нитку, анодируя синь
Количество и время выполнения: 1 блок, 7 дней
Клиент был профессиональной услугой компании Австралии предлагая и проектированными решениями для жидких систем. Этот прототип был сделан для того чтобы испытать жидкостные давление и штуцер перед низким объемом продукции. С больших размеров, стабильность формы и филируя допуск были узловыми пунктами.
![]()
CNC подвергая механической обработке обычно начинал от грубый филировать большими режущими инструментами быстро для того чтобы извлечь излишний материал, для того чтобы оштрафовать филировать постепенно более небольшими инструментами. Для CNC 3 осей филируя, workpiece был вращан вручную и был перемещен точно для того чтобы филировать сторону части - - сторона, допуск вокруг ± 0.1mm.
![]()
Приспособления и джиги обычно были приложены к assit филируя для высокой эффективности и допуска. Одна глубокая яма была пробурена по мере того как она была из филируя возможности. CNC подвергал прототип механической обработке до поверхностной отделки. Все режа линии и заусенцы на филированной поверхности извлеклись путем зашкурить и beadblasting.
![]()
Окончательная отделка алюминиевый анодировать. Анодированный фильм обеспечил астетические чувство так же, как корозию & сопротивление ссадины к части. Вообще, 6061/6063 и 5052 были общей и предпочитаемой серией алюминиевого материала для того чтобы получить качественную анодируя отделку.
![]()
Одно из быстро растущих и широких применений CNC подвергая механической обработке сегодня быстрое прототипирование для своих преимуществ материалов дешевых и цели, плотного допуска так же, как обычно дешевой цены производства, таким образом CNC филировал прототипы поставляет более надежную и более экономическую обратную связь на проверке механизма и прочности.












